GLOW CORE Cored Wire - No-Clean Flux Solder Wire
Company Information:

Name: |
GLOW CORE Cored Wire - No-Clean Flux Solder Wire |
Category: |
|
Offered by: |
|
GLOW CORE Cored Wire - No-Clean Flux Solder Wire Description:
Glow Core is a no-clean, halide-free, resin-based flux cored wire solder designed to offer excellent wetting characteristics and lead-free compatibility. This product is very active and is recommended for fast cycle time soldering. Glow Core flux promotes good thermal transfer, offering better solder penetration into plated through holes or surface mount interconnections. Glow Core cored wire produces low-to-medium post-process residues that are electrically safe and do not require cleaning for most applications.
GLOW CORE Cored Wire Features:
- Tin-Lead and Lead-Free Compatible
- Low Post-Process Residues
- Good Wetting
- Drop-In For No-Clean Applications
- Can Be Cleaned With Saponifier
- IPC Compliant
Availability:
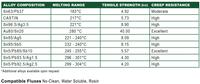
- Glow Core is standard with a 2.0% flux core for tin-lead (2.5% flux core for lead-free) alloys.
- Glow Core is available in Sn/Pb, Sn/Ag/Cu, SN100C® alloys.
- Standard spool sizes: ½ lb. for .010 and .015 diameters, and 1lb. for .020, .032, .040, .050 and .062 diameters.
- Packaging of ½ lb. and 1 lb. spools is available in 12 lb. and 24 lb. cases.
- Other flux percentages, alloys, diameters and spool sizes may be available upon special request.
Application:
- Solder iron tip temperature should be between 350° - 400°C (650° - 750°F ) for Sn63, Sn62 and Sn60 alloys, 370° - 425°C (700° - 800°F) for SN100C®, Sn/Ag and Sn/Ag/Cu (SAC305, SAC405, CASTIN, etc.) alloys.
- Hold the solder iron tip at a 45° to 60° angle to the work surface.
- The solder iron should contact both the component lead and PCB pad surface.
- Solder and flux should flow onto the lead and pad or lead and barrel to promote optimum flux activity for the joint being worked.
- If additional flux is needed, the use of AIM’s NC266-3 flux is recommended. Operators should use an applicator capable of dispensing precise amounts of flux to eliminate over-saturation and excessive spread.
GLOW CORE Cored Wire - No-Clean Flux Solder Wire was added in Jan 2013
GLOW CORE Cored Wire - No-Clean Flux Solder Wire has been viewed 1244 times
20 More Products from AIM Solder :